What is sodium silicate sand casting process?
Sodium silicate, commonly known as water glass, is typically used in industrial production in the form of an aqueous solution and holds an indispensable position in the foundry industry. As a cost-effective and highly adhesive chemical material, water glass is mainly used as a binder for molding sand, with its core function being to help the sand mold harden quickly and maintain sufficient strength to withstand the impact and erosion of high-temperature molten metal, ensuring the accuracy and quality of the castings.
Its application covers various scenarios such as conventional sand casting and precision investment casting, and its performance is closely related to key parameters. Reasonable control of these parameters is a fundamental prerequisite for producing high-quality castings.
This article will provide a detailed analysis of the application, core functions, key parameters, and usage precautions of water glass in the foundry industry.
1. Core Application Positioning Of Sodium Silicate Sand Casting Process In The Foundry Industry
In casting production, the quality of the sand mold directly determines the accuracy and qualification rate of the castings. Sodium silicate, as the core binder for core sand, is crucial for connecting quartz sand and other aggregates to form a stable sand mold.
Compared with other binders, sodium silicate has the advantages of fast hardening speed, high bonding strength, low cost, and wide availability. It is widely used in the production of various castings, whether it is the casting of ordinary mechanical parts or the investment casting of precision instrument components.
Its core value lies in its ability to quickly solidify and form a stable sand mold, resist the erosion of high-temperature molten metal, and at the same time help improve the surface quality of the castings and reduce defects such as sand sticking and sand holes.
2. The Three Core Functions of Sodium Silicate in Foundry Applications
Water glass does not merely play a bonding role in the casting process. Instead, it exerts its influence through three core functions working in concert to ensure the smooth progress of the casting process and the quality of the castings. Specifically, these functions are as follows:
(1) Bonded sand mold, achieving rapid curing
This is the most crucial role of sodium silicate in casting. When sodium silicate is uniformly mixed with quartz sand in a certain proportion, and carbon dioxide (CO₂) gas is introduced or a specific hardener is added, the mixed sand can rapidly undergo a chemical reaction to form a solid sand mold.
This rapid curing property can significantly shorten the sand mold production cycle, enhance production efficiency, and the cured sand mold has sufficient compressive and impact strength to withstand the impact and erosion of high-temperature metal liquid, preventing the sand mold from collapsing or deforming.
(2) Anti-sticking sand, improving the surface quality of castings
Applying a layer of sodium silicate on the surface of the sand mold can effectively prevent the sand from sticking. When the high-temperature metal liquid is poured into the sand mold, the sodium silicate will melt at high temperatures and form a dense glass layer.
This glass layer can prevent the direct contact between the metal liquid and the surface of the sand mold, and prevent the metal liquid from seeping into the pores of the sand mold, avoiding defects such as sand sticking and pitting on the surface of the casting, and significantly improving the smoothness and qualification rate of the casting surface.
(3) Investment casting, making precision molds
In precision investment casting, sodium silicate can also be used as the core component of refractory coatings. By mixing sodium silicate with refractory materials to make a coating and applying it to the surface of the investment mold, a solid shell is formed after drying and hardening.
This shell has excellent high-temperature resistance and can remain stable during high-temperature baking and metal liquid pouring, precisely replicating the shape of the investment mold. As a result, it can produce precision castings with high dimensional accuracy and good surface quality, suitable for the casting of complex and precise parts.
3. Key Parameters for Sodium Silicate Casting Application: Baumé Degree and Modulus
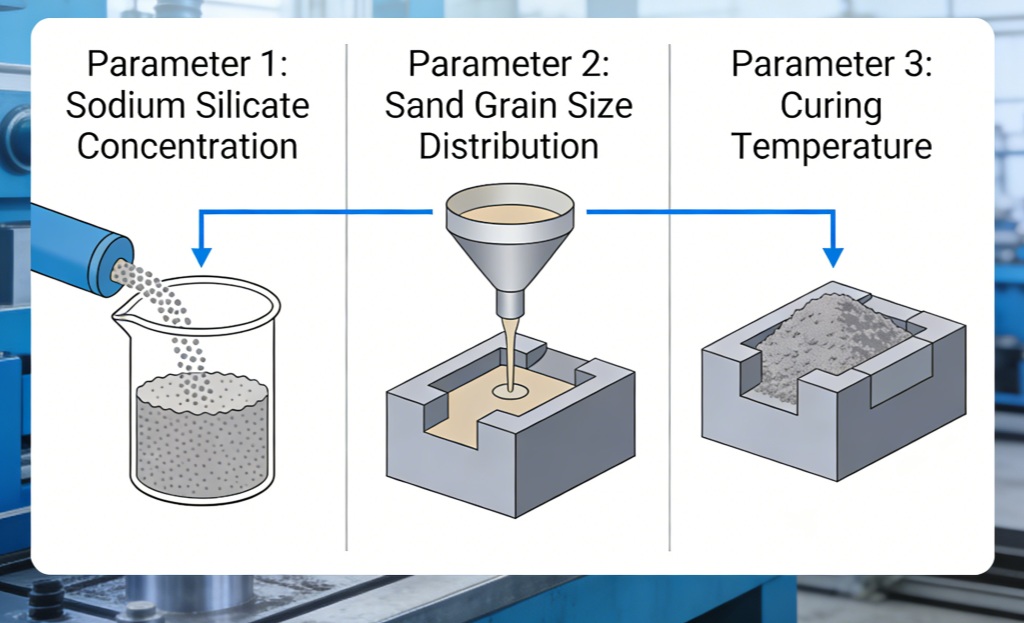
The performance of sodium silicate is directly determined by two key parameters – Baumé degree and modulus. The reasonable matching of the two is the core to ensuring the quality of sand molds and castings. Different casting processes have different requirements for these parameters:
(1)Baumé degree
The Baumé degree (Be°) mainly reflects the concentration of sodium silicate solution. The higher the concentration, the stronger the bonding force and the faster the curing speed. In the foundry industry, the Baumé degree of sodium silicate is usually controlled at 40-50 Be°. This range can not only ensure the rapid curing of the sand mold but also prevent the sand mold from becoming brittle and prone to cracking due to excessive concentration.
(2)Modulus (M)
The modulus (M) refers to the molar ratio of silicon dioxide (SiO₂) to sodium oxide (Na₂O) in sodium silicate, which directly affects the bonding strength and hardening speed of sodium silicate.
In casting, the modulus is usually controlled between 2.0 and 3.2: for the CO₂ hardening process, 2.2 to 2.6 is selected to balance the curing speed and the toughness of the sand mold; for the self-hardening process, 2.6 to 3.0 is chosen to enhance the strength of the sand mold.
A modulus that is too high will cause the sand mold to become brittle and prone to damage, while a modulus that is too low will result in insufficient strength of the sand mold, making it easily destroyed by the molten metal.
4. Precautions for Sodium Silicate Sand Binder
When using sodium silicate for casting, two key issues need to be noted: one is the environmental humidity. Sodium silicate is hygroscopic. If the environmental humidity is too high, the sand mold is prone to absorbing moisture and softening, resulting in a decrease in strength and defects in the castings.
Therefore, the humidity of the production environment needs to be controlled. The other is the regeneration of used sand. The regeneration of used sodium silicate sand is rather difficult. Generally, it needs to be treated at high temperatures to remove the residual sodium silicate before it can be reused. Reasonable treatment of used sand can reduce production costs and pollution.
In conclusion, water glass, as a core binder for foundry molding sands, plays a crucial role in supporting the smooth progress of various casting processes through its three major functions: binding the sand mold, preventing sand sticking, and making precision shell molds.
Only by properly controlling the Baumé degree and modulus, and avoiding the precautions during the usage process, can its advantages be fully exploited to produce high-quality and high-precision castings, providing support for the efficient production in the foundry industry.
for more information ,please visit our facebook page